Préambule et résumé des chapitres précédents:
155)Suite au nombreux courriels des faqueux sur un détail de l’histoire, photo 132), afin de lever le voile sur cette période trouble, une photo amateur va permettre d’identifier l’impérial wetordry paper A Wt 2000. Non ce n’est pas un espion de sa majesté mais simplement un papier à poncer à l’eau ou à sec grain 2000, utilisé dans mon cas avec de l’huile

.
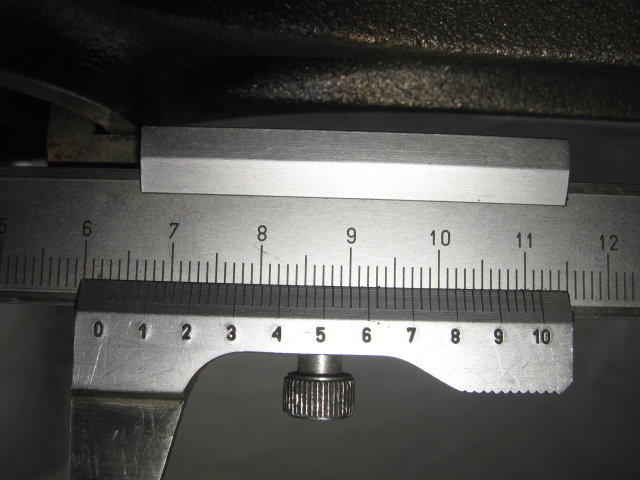
156)Une jolie mesure qui bizarrement ne sert à rien

, celle du diamètre intérieur du pied de bielle N°1. N’ayant trouvé dans aucune documentation constructeur ou autre, une valeur ou une plage de valeur qui m’aurais permis de valider cette mesure. Je n’ai pas pu réellement évaluer les dégâts subits par cette méthode.
Mais l’intérêt est tout autre : Quelle est la valeur lue ?


On voit deux échelles : Une petite complète graduée de 0 à 10 (vernier), l’autre la principale graduée en cm de limite 5cm jusqu’à un peu plus de 12,3cm. Après avoir positionné la fourche sur l’objet à mesurer, c’est bien la partie la plus délicate du mesurage, car il faut être ni trop serré déformation de la fourche et erreur de mesure, ni trop lâche car erreur de mesure, ni de biais… En gros il faut être glissant juste. Puis on regarde la valeur sur la grande échelle qui se trouve en face du 0 de la petite échelle et on lit : 62 mm et environ ½ mm c’est là qu’intervient toute la subtilité de l’instrument, on souhaite bien sûr une meilleur résolution, on ne peut pas se contenter de ce « environ 0 ,5mm » vu les jeux mis en œuvres dans un moteur

.
Donc :
On peut remarquer qu’au début les graduations de la petite échelle sont à droite des graduations de la grande, en effet le 0 est à droite de la graduation
62 ; alors qu’a la fin on voit qu’il y a un retournement de situation et que le 10 de la petite échelle se trouve à gauche ? Comme si il y avait eu un glissement ou une dilatation, meuh non ! Ce qu’il faut chercher c’est à quel endroit a eu lieu ce changement de côté ? Là on voit bien qu’il intervient entre 6 et 7 de la petite échelle celle-ci est graduée de 2 en 2 c’est dire: 60-62-64-66-68 et 70, on peut parfaitement voir que la graduation 66 est pile en face d’une graduation de la grande échelle et de conclure que notre
"environ ½mm" est en faite
0,66mm donc la mesure est:
62,66mm. Avec l’expérience on peut évaluer les 0,01mm, c’est le marquage de la résolution du pied à coulisse gravé dessus pour dire qu’il va au centième de mm.
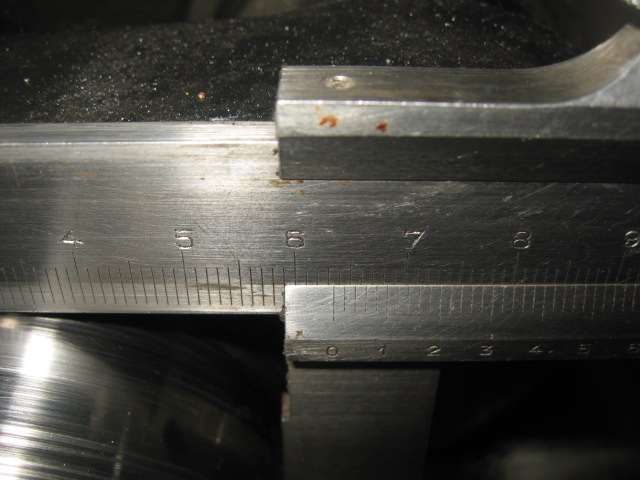
157) Soit la mesure d’un palier de vilebrequin, on peut lire environ : 63,47mm, le changement de côté de la petite graduation par rapport à la grande s’effectue entre 0,46 et 0,48 soit environ 0,47mm. La cote devant être entre
63,475 et 63,487mm. Je peux évaluer que ça va à peu près, qu’on est dans les tolérances constructeur d’origine et pas en cote réparation. Mais sans plus, je n’ai pas les moyens de mesurer 5 ou 7 millième avec ce truc. Bien sûr il existe bien des bazars électroniques, mais on n’est pas dans un autre monde

ou du moins pas dans celui de the pater.
 EPISODE VIII.
EPISODE VIII. Pistons.
158 ) Après un bon bain de plusieurs jours, dans le but de ramollir la calamine, tout le monde dehors pour une séance de nettoyage.

159) La pince à segment ou écarteur, voilà un outil qui « l’est bien » pour épargner mes petits ongles déjà bien amochés. Bien sûr, pas indispensable.

160) Ça le fait, non ? Perso je prends du plaisir à travailler avec des outils adaptés. Surtout pour le segment du milieu dit de compression ou alias d’étanchéité, qui est en acier très dur et extrêmement cassant. J’en ai cassé au montage sur des mobs ou des motos même avec la pince « es-spéciale », attention à celui là, fragile.

161) Justement, puisqu’il est cassant et dur, on va se servir de la qualité de ses défauts, le casser en deux pour s’en servir d’outil de nettoyage très efficace car dur et c’est le moins large des trois donc on pourra faire toutes les gorges avec. C’est super pour aller chercher la calamine au fond des gorges des segments. Opération importante sous peine de casser les segments neufs sans autre forme de procédure
.

162) La plus salle, c’est généralement la première gorge, au premier tour c’est mou le bain prolongé y est pour quelque chose.

163) Au deuxième tour, c’est plus sec et dur, il faut y mettre de la bonne volonté. Non, non! Dans ce cas on ne regrette pas le V8

.

164) Beau !! Gorges prêtent à recevoir ses nouveaux occupants

Je n'est pas démonté l'axe des pistons qui mon paru sain à la manipulation (mesure feeling

) sauf bien sur sur le premier piston bien sûr.

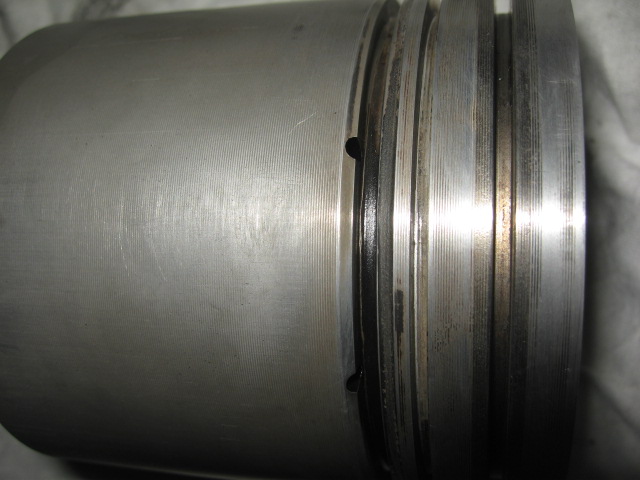
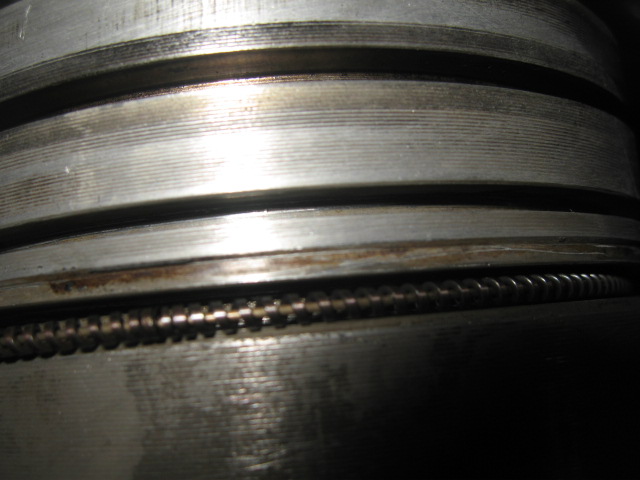
165) Une photo de la jupe pour Normand 1400, on voit encore les stries d’usinage. Ils n’ont pas trop souffert dans l’ensemble. Étrangement, je n’ai nul part trouvé une cote du diamètre des pistons, le seul contrôle effectué a été une éventuelle ovalisation au pied à coulisse : RAS. Malgré quelques marques proche du sommet. Et les tries d’usinage un peu usées sur les côtés au 2/3 de la hauteur.
166) Nettoyage des surfaces, au papier de verre 250, bien à plat sur un petit marbre.

167) Puis au papier de verre 400.

168 )
La flèche, très importante c’est un repère de positionnement du sens du piston dans son alésage. Elle doit être orientée
vers l’avant côté distribution.
Le trou noir c’est la chambre de combustion.
On peut remarquer au passage, sur plusieurs photos que la chambre de combustion n’est pas centrée.

169) C’est un modèle genuine X la ref ERR 1387 n’existe plus elle est remplacé par la
ERR1390.
Il existe 2 tailles de cotes de réparation :
+0,020 ref STC1052020 et +0,040 ref STC1052040. C’est rassurant, cela veut dire, si tout va bien, je peux faire encore 200 000km avec le moteur puis le faire réaléser à la 1ière cote réparation, faire 500 000km, puis faire réaléser à la 2ième cote, et faire encore 500 000km après on a plus le choix, il faut faire chemiser et repartir sur une cote standard

. Dis: "p’tit p’tit fillau y sont où mes pistons à la cote standards ? Voir si je peux pas les réutiliser ?"

170) Un segment du bas dit racleur d’huile, en trois parties.
L’une des premières démarche est d’attribuer à chaque cylindre sont jeu. Puis contrôler le jeu à la coupe de chaque segment dans son cylindre. Car il peut y avoir des surprises suivant le fabricant qui parfois sont un peu généreux en pensant que leurs segments sont prévus pour une deuxième monte, dans des alésages un peu usés.
Donc avec un jeu de cale, suivant les indications de notre ami constructeur :
Coupe dans l’alésage :
Supérieur…………………………0,40 à 0,65mm
Second…………………………….0.30 à 0.50mm
Racleur d’huile……………….0.30 à 0,60mm
Si jamais on tombe en dessous de la cote mini sur l’un des segments, il faut augmenter le jeu à l’aide d’une lime douce qu’il dise dans le manuel, c’est un peu comme si on voulait tuer un âne avec une figue molle personnellement je le fait au petit touret à meuler. Sinon moteur bien chaud avec la dilatation des métaux, il y a risque de casse du segment ou autre misère.
J’ai souvenir d’un pote qui avait commandé des segments cote réparation au lieu des standards et bien sûr, la veille d’un rassemblement plus le temps de les échanger, ils sont tous passés à la meule pour retomber sur la cote standard, le land roule toujours, cela doit bien faire deux ou trois ans.

171) Mise en place en écartant délicatement le ressort et en laissant le jonc dedans.

172) ramener le ressort sur le jonc, puis avec la pince magique venir chapeauter l’ensemble avec le reste du segment.
173) Le segment du milieu, bien repérer l’indication
TOP, elle doit se situer vers le
haut du piston.
Attention il est cassant, et coupant. Mise en place avec les doigts, possible mais un peu galère. Avec la pince : il faut écarter le minimum nécessaire pour pas prendre le risque de le casser.
En cas d'inversion ( top en bas) l'huile sera poussée dans la chambre de combustion. Cela a pour effet de générer un emballement à l'huile suivi d'une explosion au alentour de 90 km/h en dessous ça va.

174) Contrôle du jeu dans la gorge : Les descendants de
Maurice WILKS notre père à tous Amen

, dont la photo est sur le frigo nous disent :
Jeu dans la gorge :
Supérieur…………………….0,167 à 0,232mm
Second…………………….…..0,050 à 0,080mm
Racleur………………………..0,050 à 0,080mm
Je trouve qu’ils se la pètent un peu sur les tolérances des jeux au millième sur le supérieur alors que l’on a une fourchette au dixième. Il y a un paradoxe de résolution, quand on a fait 230km on est plus a 2 km près non ?
M’sieur
c’est qui c’est qui
Maurice Wilks ?
Va faire une recherche sur google et tu me ramènes un exposé de 2 pages pour demain, manuscrites avec les consoles en rouges et les voyelles en verts.
 D
D’
autre question ?

J’aime pas être interrompu.
Donc, sur la photo j’arrive tout juste à passer la cale de 0,06mm sur le second segment, donc c’est bon.
Mesure à répéter 12 fois, vive le 4 cylindres !

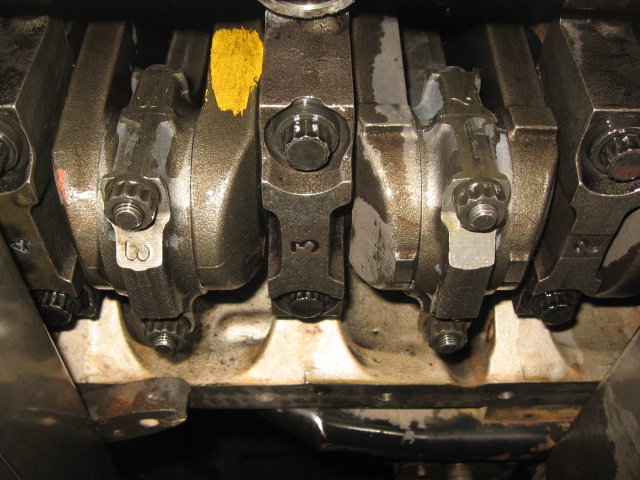
175) Ensemble bielle piston N°2 le plus léger.

176) Ensemble bielle piston N°3 le plus lourd. 6,5 gr de différence entre les deux extrêmes sachant
qu’il y a un peu d’huile c’est pas mal du tout pour un moteur relativement lent. Sur les moteurs préparés et fiabilisés chaque bielle est ajustée au gramme près en limant un peu le chapeau de bielle.
Dans le cas présent, je voulais contrôler par rapport à la bielle neuve si il n’y avait pas un trop grand écart. Ben non, elle était dans la fourchette.

177) L’inscription STD ou TOP ou le symbole de la marque dans certains cas toujours vers le haut.

178 ) Le tierçage, opération qui consiste à orienter à l’opposé les coupes des deux premiers segments à 12h et 6h et le racleur à 9h ou 6h. Sur la photo la coupe du premier segment coupe feu est vers l’avant.
On peut voir dans le cylindre N°1 les segments en attente de leur piston après ajustage du jeu à la coupe.

179) Tierçage toujours, le segment d’étanchéité du milieu à sa coupe orientée vers l’arrière.
On ne se rend pas trop compte sur la photo, mais les segments sont gorgés d’huile

180) Ho ! le bel outil que voilà, vous avez le choix : "chti-chti ou la mort" ? Si vous ne l’utilisez pas, vous vous retournez les ongles, si vous l’utilisez vous risquez de vous couper les doigts. Mais c’est quand même plus simple avec.
Le principe consiste à serrer les segments dans les gorges du piston avec la feuille d’acier maintenu serrée avec 2 colliers et d’un petit mécanisme à cliquet, qui permet de s’adapter à n’importe quelle cylindré.
Il y a un sens d’utilisation, en bas de la feuille d’acier il y a des petits bourrelets qui empêchent la pénétration de l’outil en même temps que le piston.

181) Mise en place du piston N°1. En tapotant avec un manche en bois cela rentre tout seul.
Les chambres de combustion des pistons doivent être orientées du côté droit du moteur, à gauche sur la photo.
Attention à la position du maneton du vilebrequin, s’assurer qu’il est positionné de manière à bien recevoir de part et d’autre les vis de fixation du chapeau de la bielle. Sans que celles-ci ne viennent abîmer ou coincer le maneton du vilebrequin, obligeant dans certain cas à ressortir le piston.
Je positionne le maneton en bas, vous pouvez remarquer au fond le piston N° 3 est en haut.

182) Piston en place,
la flèche est vers l’avant, la chambre de combustion côté arbre à cames.

183) Les coussinets neufs, ref:
RTC2993, dégraissés de leur huile de stockage.

184) Mise en place sur le chapeau de bielle du coussinet, le petit ergot de blocage en rotation bien dans son logement. On peut remarquer la trace qu’a laissé l’ergot de blocage en rotation du coussinet qui est sur la bielle. Cela nous donne un indice de plus, au moment du remontage. Je place le coussinet du haut avant d'introduire l'ensemble bielle piston dans l'alésage, il se coince bien et ne tombe pas lors des divers tapotages. Vérifier quand même son positionnement correcte avant d'enserrer le chapeau sur la bielle. Pensez à bien les huiler avant de les positionner.

185) Lorsqu’on accouple la bielle et son chapeau, il faut respecter le bon sens en plaçant les numéros de repérage du même côté. Les serrer au
couple de 59 N.m ou 5,9kg/fDe même lorsqu’on sépare le piston de la bielle, il faut remettre ces numéros de repérage à droite de la flèche gravée sur le dessus du piston.
C'est son côté bleu et le faite que les segments ont tourné dedans qui m'a incité à changer la bielle 108€

, en période de vache plus maigre, je l'aurai remonté.

186) OK ? bien compris ?

187) Vu de l’ensemble monté. C’est bon là ?
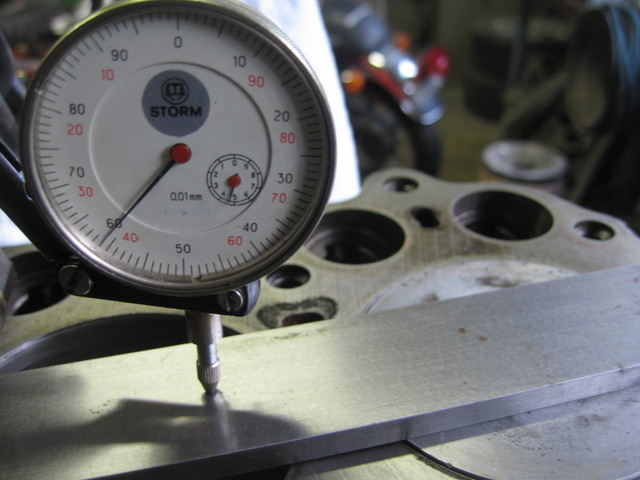
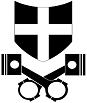
188 ) Nous y voilà enfin, là cela concerne plus particulièrement: Torero ; ben32; Landlorraine; disco200Tdi ; et les béotiens du comparateur.
Principe : Lorsque la grande aiguille fait un tour la pointe du palpeur est monté ou descendu d' 1mm.
Ce tour est divisé en cent graduations donc une petite graduation représente : 1mm divisé par cent d'où 0,01mm, c’est la résolution de notre appareil, on peut même évaluer une demie division c'est-à-dire 0,005mm ou même dire 5 micron mètre ou 5µm.
Les grosses graduations ; 10-20-30… représentent les paquets de 10 x 0,01mm ou si vous préférez les dixièmes de mm.
La référence de départ de la mesure, c'est-à-dire le zéro peut être réglé n’importe où sur une échelle de 0 à 10mm.
C’est à dire si le zéro est réglé au niveau de la mer, l’aiguille partira vers la droite si je déplace l’appareil va vers la plage, elle partira vers la gauche, si je rentre dans l’eau dans ce cas on tiendra compte des graduations rouges que l’on considérera comme négatives.
Sur la photo le zéro est réglé à 4mm de la course totale possible, voir le petit cadran totalisateur.
Si le doigt palpeur monte, la petite aiguille va vers le 5, la grande vers la droite, si le doigt palpeur descend, la petite aiguille ira vers le 4 et la grande vers la gauche, graduation rouge compter alors négativement.

189) Pour continuer dans le délire, voilà une belle règle de mécano, toujours stockée dans sa petite boîte en bois avec sa petite mousse et rangée après chaque usage, oui chef ! Compris chef !
Heuuu !
Là, je suis sec, c’est une règle quoi, même pas graduée en plus, mais de précision, voir chez Facom les caractéristiques d’usinage très rigoureuses genre au micron pas de voile, acier peu sensible à la dilatation thermique, etc...

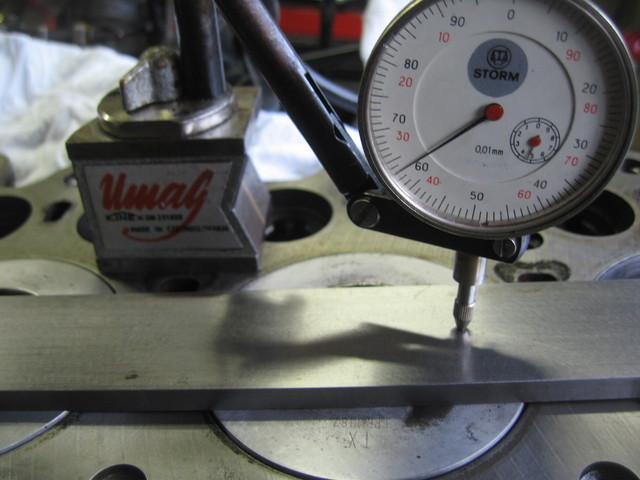
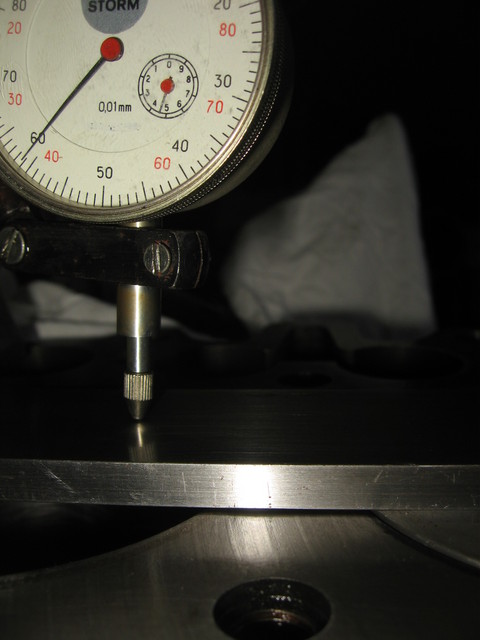
190) Vu d’ensemble des protagonistes : un bloc embiellé ; un comparateur et son support aimanté ; une superbe règle.
La règle est posée bien à plat, après avoir essuyé le bloc, le dessus des pistons et la règle.
Le pied du comparateur est placé de façon à ne pas gêner la levée.
Le zéro du comparateur est réglé.
Les quatre pistons sont à mi-course.

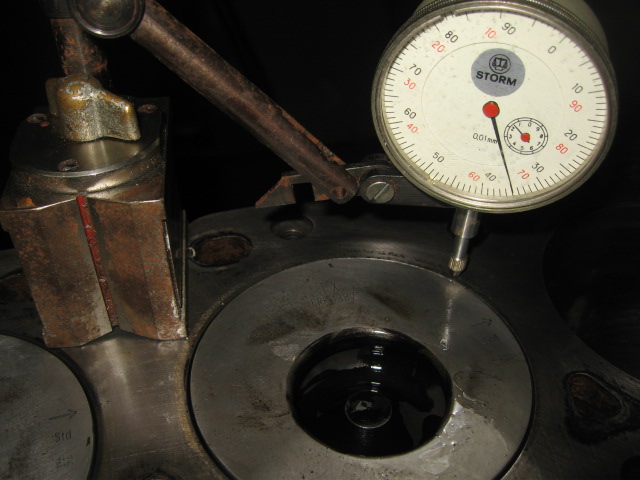
191)Première mesure, levée des pistons N°1 et N°4 à l'aide d'une clef de 30 placée en bout de vilebrequin,
recherche du point culminant :
Lecture du dépassement : 0,61mm
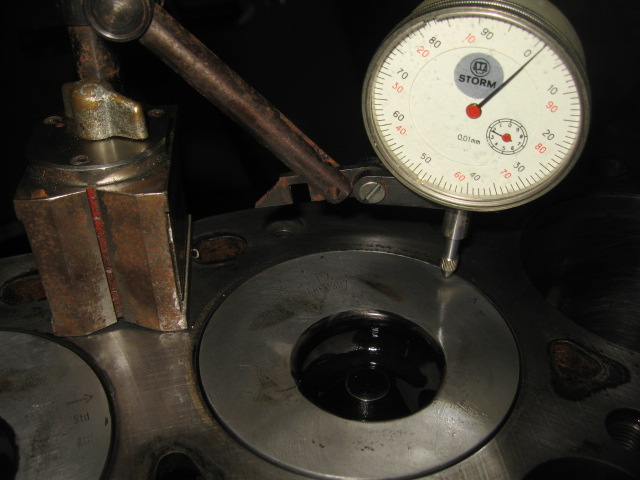
192) Deuxième mesure, levée des pistons N°2 et N°3 recherche du point culminant :
Lecture du dépassement: 0,63mm
Notre ami le constructeur, celui dont la photo de l’aïeul est sur le frigo nous dit :
Nombre de trous..... épaisseur du dépassement..référence du joint
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Moteur 11L Def . . . . . . .moteur 12L Disco et tous les 300Tdi :
1.........................0,50 à 0,60mm................ERR5261 (1,30mm) . . . . idem
2.........................0,61 à 0,70mm................ERR5262 (1,40mm) . . . . idem
3.........................0,71 à 0,80mm................ERR5263 (1,50mm) . . . . idem
(-). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .ERR5271 (1,60mm)
Donc pour le moteur, c’est clair il faut un joint de culasse avec 2 trous.
N’ayant malheureusement pas fais les mesures avant l’achat du joint de culasse, j’ai simplement pris un 3 trous comme celui qui était monté dessus. Il est clair que ce moteur a déjà subit une ou des interventions. Très souvent les mécanos ne se posent pas la question et montent directement des 3 trous.
Dans le cas de ce type de moteur, que les culasses soient rectifiables ou non, cela ne change rien à la problématique du nombre de trous . Les culasses étant plates comme la règle de mesure.
Quant aux soupapes, il y a belle lurette qu’elles sont rentrées dans leurs trous lorsque le piston pointe le bout de son nez vers le haut.
Dans mon cas on peut chiffrer une augmentation de volume de la chambre de compression de 0,1mm X п (90,47mm/2) ²= pas grand-chose.
Je ne comprends pas tout au tableau ; pour le disco, il y aurait un joint super épais sans trou ?
Les chiffres entre parenthèse désigneraient l’épaisseur totale du joint de culasse après serrage au couple prescrit ?
A SUIVRE…
NB:Et dire qu’il reste encore : La culasse, les culbuteurs, la distribution, l’embrayage
…
Heureusement que ça va plus vite à faire qu’à raconter, le land tourne depuis vendredi

.








































{kind=link}
{kind=link}
{kind=link}